
1 引言
提高薄膜收卷質量對塑料薄膜的二次加工至關重要;對于薄而易變形的薄膜的收卷,一個重要的方面就是要實現薄膜牽引和卷取過程當中的恒線速度控制。我們建立了牽引和卷取的恒線速度控制圖,構成了由計算機、可編程控制器、變頻器等組成的硬件系統,實現了計算機和可編程控制器、可編程控制器和變頻器之間的通信。
2 恒線速度控制圖的建立
2.1 異步電機在兩相同步旋轉(M、T)坐標系中的數學模型[1][2]
在同步旋轉坐標軸系中,電壓方程式可用右式表示:[μ]MT =[Z]MT [ī]MT (1) ,
同步旋轉軸系上的數學模型為:
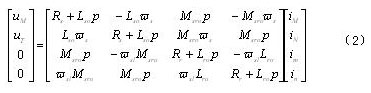
式中 分別為M、T同步旋轉軸系的定、轉子電壓和電流;ω3 為M、T軸系的同步旋轉角速度,即定子頻率角速度;
分別為M、T同步旋轉軸系的定、轉子電壓和電流;ω3 為M、T軸系的同步旋轉角速度,即定子頻率角速度; (轉差角頻率)。
(轉差角頻率)。
M、T坐標軸系的力矩表達式為:
2.2 異步電機的狀態方程[1][2]
研究一個三相系統時,采用同步旋轉坐標軸系,其狀態方程中的系統矩陣A和輸入矩陣B與θr無關,可以簡化求解過程。如果取定子和轉子電流 I(t),轉速ωr(t)為狀態變量,定子電壓μ,頻率ω3(t)及負載轉矩TL(t)輸入量,則異步電機在同步旋轉軸系中的狀態方程為:


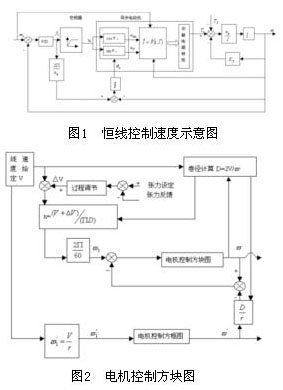
由式(4)可見,即使在同步旋轉坐標系中,異步電機調速系統在一般情況下也是一個非線性系統,應用線性多變量系統理論對式(4)進行線性化,可得線性化后的狀態方程:
2.3 牽引和卷取恒線速度控制系統示意框圖
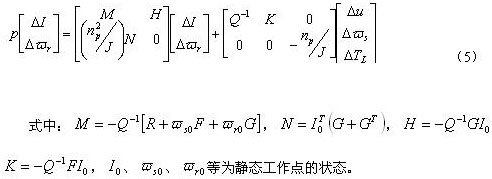
根據吹塑薄膜牽引和卷取的實際情況[3][4],可畫出恒線速度控制示意圖,如圖1所示。其中 為角速度計算值[5],保證電機按計算出的卷徑調節轉速并加入張力調節的影響;ω為最終實際輸出角速度,反饋至卷徑計算單元參與卷徑計算。為了鎮定系統的張力,對△V 部分的運算,采用了PI計算(過程調節)。
為角速度計算值[5],保證電機按計算出的卷徑調節轉速并加入張力調節的影響;ω為最終實際輸出角速度,反饋至卷徑計算單元參與卷徑計算。為了鎮定系統的張力,對△V 部分的運算,采用了PI計算(過程調節)。
由異步電機的狀態方程可得異步電機的控制方塊圖,如圖2所示。其中 是異步電機在同步旋轉軸系中的狀態方程,ω1為給定的定子角頻率,ω為轉子角頻率,θμ為定子電壓矢量與t軸的夾角。為了消除穩態誤差,減少速度跟隨誤差,改善系統的動態特性,需加入比例、積分和微分校正環節。
是異步電機在同步旋轉軸系中的狀態方程,ω1為給定的定子角頻率,ω為轉子角頻率,θμ為定子電壓矢量與t軸的夾角。為了消除穩態誤差,減少速度跟隨誤差,改善系統的動態特性,需加入比例、積分和微分校正環節。
3 系統硬件設計
對于吹塑薄膜自動生產線,一方面電機的數目較多,另一方面電機分布距離不是很近。卷取部分的控制系統采用計算機為上位機,PLC為下位機來實現對整個系統的控制,PLC與變頻調速器可構成多分支通訊控制網絡[6][7]。利用通信技術,由計算機控制PLC,PLC直接控制變頻器完成多電機調速,其方法是將通訊模塊集成在變頻器中或利用通訊模塊與PLC連接,通過通訊接口控制變頻器帶動電機調速。PLC采用三菱公司的FX2N-64MR-001,變頻器采用三菱公司的FR-A540,編碼器采用增量型編碼器。
計算機的通信接口RS232和PLC的通信功能擴展板FX2N-485-BD之間通過RS232C/PLC 變換接口FX2N-485PC-IF連接[8],如圖3示。

PLC和下位器件之間關系如圖4所示。變頻器的通信連接單元為FR-CU03,符合RS-422/RS-485通信規范;3MD2系列PLC數字顯示器可以實時的顯示PLC中的數據。電機1、2轉速的計算和比較,張力反饋的PI調節等都由PLC來完成。
由圖3和圖4構成整個控制系統硬件的連接,這樣的連接可以實現計算機對PLC遠距離的調試與監控、PLC的離線編程、PLC對變頻器的遠距離監控等操作,使對薄膜吹塑生產線的控制更靈活。
4 軟件實現
考慮到使用的方便,采用基于Windows操作系統的軟件包SWOPC-FXGP/WIN-C,可對FX全系列可編程控制器(FX0S、 FX2N、FX0N、FX2、FX2C)進行編程和控制[9]。這種軟件可以實現寄存器數據的傳送、PLC存儲器清除、串行口設置(D8120)、運行中程序更改、遙控運行或停止、PLC診斷、采樣跟蹤和端口設置等操作;可讀取和顯示可編程控制器中的程序,實現文件的發送和接收;可監控和測試可編程控制器,實現動態監視器、元件監控和顯示監控數據的變化值(十六進制)等功能;可以實現梯形圖、指令表和順序功能圖(SFC)程序的相互切換顯示,同時顯示多個功能窗口。
要實現對薄膜牽引和卷取的恒線速度控制,需要PC與PLC之間點對點的串行通信和PLC與下位器件之間進行正確通信,這需要設定握手信號和數據傳送格式。為了避免發送與接收的幀錯,發送與接收采用相同的數據格式。
4.1 計算機和PLC的通信協議
為了使計算機和PLC進行正確地通信,必須對PLC的特殊寄存器作相應的設置[8]。D8120用來設置數據長度、校驗形式、波特率和協議方式;D8121用來設置站號(設置范圍為00H-0FH);D8122和D8123分別存儲待傳送數據和已傳送數據的長度;D8124存儲數據開始位(初始值:STX);D8125存儲數據結束位(初始值:ETX);……D8129用來設置間歇校驗時間。上位機和PLC的通信協議有多種格式,我們所使用的專用通信協議格式4如圖5、6、7所示,圖5和圖6中的和校驗碼是從站號開始到數據結束的所有字節轉化為ASCII碼相加后的末兩個字節。
主要控制字符含義如下:ENQ:計算機的請求信號(05H);ACK:無校驗錯誤,PLC的應答信號(06H);NAK:檢驗到錯誤時,PLC的應答信號(15H);STX:信息幀開始標志(02H);ETX:信息幀結束標志(03H);ETO:傳輸結束(04H);LF:數據供給(0AH);CL:清空初始化(0CH);CR:傳輸再次開始(0DH)。


4.2 PLC與變頻器之間的通信協議
在PLC與變頻器構成的1:2通信網絡中,每個變頻器為一個子站,其站號由參數設定單元設定。工作過程中,PLC通過FX2N-485-BD發有關命令信息后,各個子站均收到該信息,然后每個子站判斷該信息的站號地址是否與本站站號一致。若一致則處理該信息并返回應答信息;若不一致則放棄該信息的處理。這樣就保證了在網絡上同時只有一個子站與主站交換信息。通信協議仍采用專用通信協議格式4,如圖5、6、7所示。
4.3 PLC程序組成
PLC程序主要由主程序模塊,通信組織子程序,接收數據幀處理子程序,發送數據幀處理子程序,電機速度的計算和比較、卷徑計算子程序,故障處理子程序等組成。與PLC和PC機通信有關的主要功能指令如圖8所示。
5 結論
本控制系統應用于吹塑薄膜生產線的牽引和卷取控制,避免了由于牽引速度和卷繞速度不同步而造成的薄膜在牽引輥上自卷或者薄膜厚度達不到要求等問題,使生產更加穩定,提高了薄膜收卷質量。