
摘 要: 針對尾砂膠結充填過程中液位、濃度和配比三個參數的控制,提出了兩種Fuzzy控制法:純Fuzzy算法和Fuzzy+PID算法,并給出其在AT89C52單片機中的軟件實現方法以及回路控制效果。
關鍵詞: 模糊控制 膠結充填 PID控制 單片機 Fuzzy控制
自從1965年美國加州大學的Zadeh教授創立模糊集合(Fuzzy Sets)理論及模糊數學(Fuzzy Mathematics)以來,以其為基礎的模糊邏輯控制器(Fuzzy Logic Controller),簡稱模糊控制器或FLC已廣泛應用于各類工業過程的控制之中。
PID控制算法是一種應用廣泛、技術成熟的控制方法,它能滿足一般工業過程控制的要求,其優點已為人們所共識。采用PID算法的控制系統其控制品質的優劣在很大程度上依賴于PID控制算法的三個參數因子KP、KI和KD的整定,其整定方法主要有湊試法和臨界比例度法。這些方法都是根據對象的特性離線進行的,因此,當工業對象存在時變性、非線性和不確定性時,PID控制算法往往不能保證良好的控制特性。對于大慣性、大時滯的對象,其效果亦不能令人滿意。出現這些問題的一個主要原因是常規PID控制算法的參數是離線整定后相對固定的,不能根據對象特性變化和動態過程修改參數。所以,人們利用FLC能動態修調控制規則的特性,設計出各種各樣的Fuzzy控制算法[1][2]。
1尾砂膠結充填過程及其Fuzzy控制器結構設計
某鉛鋅礦采用尾砂膠結充填法,其充填制備過程是將砂倉的尾砂漿和水泥按給定比例混合進入高濃度攪拌桶內加水攪拌成70%左右濃度的膠結充填料以供采空采場充填之用。對充填制備過程的主要要求是在保證充填料強度的條件下盡量降低水泥耗量,這就要求控制水泥和干尾砂量之比為一定值,即灰砂配比為1:4至1:8之間的某一值。同時為使管道輸送的充填料漿有著最佳的流動特性,充填濃度需保持在70%左右。而攪拌桶液位亦應控制在一定范圍內(140cm左右,桶高約200cm)。檢測儀表主要有FB-2300F型工業密度/濃度計、差壓液位變送器、LD系列電磁流量變送器和轉換器以及自行研制的LCCA-I智能固體流量計等。其中配比控制是根據放砂流量中干尾砂的重量流量按一定配比計算出水泥流量給定值,再同沖量流量計測得的實際水泥流量比較,從而控制水泥下料的螺旋輸送機的轉速。在該系統中,濃度、液位和配比三個參數采用帶AT89C52單片機的單回路測控儀去控制,但三參數在充填過程中相互關聯,相互影響,且在運行中受到放砂的隨意性等諸多因素的干擾,液位和配比控制回路有較大時延,系統模型時變性大[3]。因此,我們考慮用Fuzzy算法來構成控制器。
液位回路對靜態精度和動態性能要求均不甚嚴格,所以采用較簡單的Fuzzy算法,即利用被控參數實測值與設定值的偏差e及偏差變化率ec作為Fuzzy控制器的輸入,通過直接查Fuzzy控制表得Fuzzy輸出量,然后將其精確化,并經限幅等運算后輸出至執行機構。這是一種純Fuzzy算法,其控制器結構如圖1所示。圖中和下文中模糊量均用大寫,精確量則用小寫,圖文中各參數未用下標表示者均為第k個采樣時間之值。

濃度和配比回路采用Fuzzy+PID(實際上是PI)算法,即先用Fuzzy算法將上文的e和ec作為輸入通過查Fuzzy控制表得PI參數校正增量ΔKP和ΔKI并轉化為精確量Δkp和Δki,然后計算校正后的kp和ki,再運用帶死區的PI增量式算法計算出Δu和u并輸出至控制機構,其控制器結構如圖2所示。

2 Fuzzy控制器查詢表的建立
2.1 液位回路Fuzzy控制器查詢表的建立
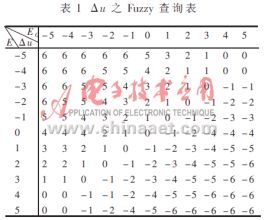
由圖1可知Fuzzy控制器為一雙輸入單輸出控制器,它的輸入語言變量可選為液位給定值r和差壓變送器實測值y的偏差e及其變化率ec而輸出語言變量選定攪拌桶出口的充填料控制閥輸出控制量u在一個控制周期內的變化量Δu。其對應的模糊量分別為E、EC和ΔU,可用7個模糊狀態來描述,即NL(負大)、NM(負中)、NS(負小)、0(零)、PS(正小)、PM(正中)和PL(正大),并定義e和ec的論域為{-5,-4,-3,-2,-1,0,1,2,3,4,5};Δu的論域為{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}。在進行Fuzzy運算之前,首先必須將在[-10cm,10cm]和[-5cm,5cm]范圍內連續變化的e和ec化成上述論域上的E和EC,其過程是將e除以2,如e/2大于5或小于-5,則分別取5和-5,否則采用四舍五入法化為相應整數;ec不需除以2,其余與e量化過程一致。然后根據液位回路手動控制時操作經驗用文獻[4]中Fuzzy控制器設計方法計算出Δu的Fuzzy控制器查詢表如表1所示。實際運行時只需根據第k個采樣周期的e(k)和ec(k)就可查出Δu(k),然后用公式u(k)=u(k-1)+Δu(k)計算出調節閥的控制輸出u(k)。此為最簡形式的Fuzzy控制器。
2.2 濃度、配比回路ΔKP和ΔKI之Fuzzy算法查詢表的建立
如圖2所示,該控制器算法關鍵是ΔKP和ΔKI的Fuzzy算法查詢表的建立,其余則是常規的PI算法,現以濃度回路為例說明其查詢表的建立過程。對圖中雙輸入(e、ec)雙輸出(Δkp、Δki)Fuzzy控制器,可以將其分離成兩個雙輸入單輸出Fuzzy控制器,再利用2.1中方法分別建立ΔKP和ΔKI的查詢表。
我們亦用NL、NM、NS、O、PS、PM和PL七個模糊狀態來描述E、EC、ΔKP和ΔKI4個模糊量,并定義其論域為{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}。濃度設定值與測量值之偏差e的變化范圍一般在[-6%,6%],而其變化率ec的范圍為[-3%,3%]。e和ec量化成E、EC的方法同2.1。濃度回路手動控制粗略規則是,當e和ec均大于0時,加水閥應關小,即Δu為負;而e和ec均小于0時,加水閥應開大,即Δu為正。所以,用PI算法計算出Δu后,采用公式uk=uk-1-Δuk計算最后的閥位輸出控制量Fuzzy。控制策略是:當E和EC正大時,ΔKP負大、ΔKI正大;反之,當E和EC負大時,ΔKP正大、ΔKI負大。根據此規則和手動控制經驗,可得出濃度回路Fuzzy+PI控制算法ΔKP和ΔKI的查詢表(從略)。
配比回路ΔKP和ΔKI的查詢表亦可采用類似方法得出。
3 Fuzzy控制算法在單片機上的實現
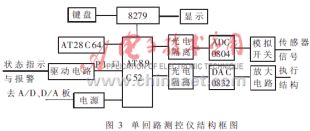
液位、濃度、配比回路采用一臺單回路測控儀來實現閉環控制,兩套充填系統共采用6臺單回路測控儀[5]。單回路測控儀采用AT89C52單片機作中央處理器,其結構框圖如圖3所示。
 ?
? 
以液位回路為例,其Fuzzy算法程序框圖如圖4所示。其查表方法是,將表1中11×11=121個數據按如下格式存放在以TAB0為首址的內部程序存儲器中,先按E和EC的內容計算與之對應的ΔU的查表偏移量(EC+5)+11(E+5),送至累加器A中并執行下述兩條指令(MOV DPTR,#TAB0 MOVC A,@A+DPTR),則累加器A中值即為ΔU。
濃度、配比回路測控儀查表和Fuzzy算法程序亦可按上述方法實現。
TAB0 DB 6,6,6,6,6,5,3,2,1,0,0,
6,6,6,5,5,4,2,1,1,0,0,
……
0,0,-1,-2,-4,-5,-6,-6,-6,-6,-6
由現場控制記錄數據繪出了3個回路的常規PID控制算法及上述Fuzzy控制算法的對比曲線如圖5所示。
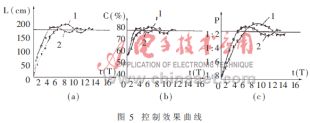
圖5(a)、(b)、(c)分別為液位、濃度和配比回路階躍響應曲線,曲線1為常規PI控制響應曲線,曲線2為文中介紹的Fuzzy控制響應曲線。由此可見,Fuzzy控制同常規PI(D)控制相比,具有響應速度快,超調量小,魯棒性和適應能力強等優點。本文采用的兩種Fuzzy控制均為簡單實用的Fuzzy控制算法,且查表表格較短,在微機上易于實現,能滿足充填過程控制實時性和精度的要求。兩類Fuzzy控制算法比較,液位回路的純Fuzzy算法比Fuzzy+PI算法有著算法簡潔、實時性更強、不需整定參數等優點。但其查詢表是根據經驗離線制定的,不具備在線推理能力,且由于人的經驗存在認知的差異性,所以,其穩態控制精度不高,其實際效果類似于常規PID控制器的PD算法;而Fuzzy+PI算法綜合了Fuzzy算法和PID控制器的優點,具有自學習控制的某些特點,其動態和穩態性能明顯優于純Fuzzy算法,且其算法僅在常規PI運算的基礎上增加一個查表運算,因此該算法不失為一種有實際應用價值的Fuzzy算法。
參考文獻
1 Lee C C.Fuzzy Logic in Control Systems.Fuzzy Logic Controller IEEE Trans,on SMC,1990;20(2)
2 李友善,李軍.模糊控制理論及其在過程控制中的應用.北京:國防工業出版社,1993
3 趙望達等.充填過程微機監控系統.冶金自動化,1994;(6)
4 黃曉林等.數字PID控制方程的參數在線Fuzzy自校正方法研究.工業儀表與自動化裝置,1993;(5)
5 趙望達.一種通用型智能單回路測控儀.基礎自動化,1995;(5)