
摘 要: 延遲系統、高階" title="高階">高階系統、非最小相位系統和非線性系統是比較特殊的工業對象。介紹了對前三種對象所采用的PID前饋" title="前饋">前饋控制方案" title="控制方案">控制方案,并由大量的實驗數據總結出控制器整定經驗公式,仿真實驗表明這種方案能達到較滿意的控制效果;另外還介紹了對非線性對象所采用的多PID控制方案,仿真實驗表明這種方案優于單個PID控制。
關鍵詞: PID控制器 高階系統 延遲系統 非最小相位系統 非線性系統
?
PID是比例、積分、微分控制的簡稱。PID控制算法具有原理簡單、使用方便、適應性廣和魯棒性強等特點,因此在控制理論和技術飛躍發展的今天,它在工業控制領域仍具有強大的生命力[1]。PID的整定方法有很多[2][3][4],但對于延遲對象、高階對象和非最小相位對象這幾類特殊對象卻不能得到較合適的PID參數。本文所做的工作就是針對這幾類對象的PID參數,通過仿真找出經驗整定方法,并用實例驗證這些經驗方法的有效性。小偏差是對非線性對象采用PID控制器獲得較好控制效果的前提,對參數大范圍變化的非線性對象采用多級PID控制器方案,正是適應小偏差的要求。
1 延遲對象的前饋PID控制
前饋和PID的結合,體現了開環和閉環控制相結合的思想,也綜合了二者的優點。開環控制速度快,但難以實現穩態無差;PID控制能在對象模型近似線性的條件下取得滿意的控制效果,且能實現穩態無差。
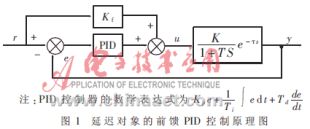
大滯后過程是工業生產中廣泛存在的一類過程,如電廠的鍋爐燃燒控制系統" title="控制系統">控制系統。大滯后過程的控制問題至今仍然是困擾控制界的一個難題,對大滯后過程控制方法和機理的研究引起了眾多控制工作者的重視。現在解決滯后問題的主要方法是預測控制[6],但這種方法的前提是獲得較為精確的數學模型,而大多數工業過程都不能滿足這一要求。因此,采用前饋PID方案控制這一類延遲對象,控制原理圖如圖1所示。
為說明該方案的控制效果、現給出幾組仿真數據,如表1所示。表中,Ts為調節時間;σ為超調量。

對象![]() 采用調節器參數Kp/K、Ti×K、Kf/K、Td/K與對象
采用調節器參數Kp/K、Ti×K、Kf/K、Td/K與對象![]() 采用調節器參數Kp、Ti、Td所產生的動態過程完全相同,所以只對K=1的情況做討論。
采用調節器參數Kp、Ti、Td所產生的動態過程完全相同,所以只對K=1的情況做討論。
根據大量仿真實驗數據,可總結出調節器參數整定經驗公式:
利用上述經驗公式選擇的調節器參數,控制效果為σ≈5、Ts≈T+2τ。建議Kf選為0.5或0.6,Kf取得太小不能顯著提高系統的響應速度;取得太大,則會減小PID的控制作用,系統產生偏差不能及時消除。實驗數據表明:如果改變Kf為其它值,只需對Ti作適當修改即可達到較滿意的控制效果。純滯后的對象不易使用微分、所以Td=0。
下面進行具體驗證:
驗證1 對象傳遞函數" title="傳遞函數">傳遞函數為![]() ,代入公式得:Kp=0.31,Ti=204,Td=0,Kf=0.5;控制效果為:tr=155s,σ=5.5%,Ts=200s。
,代入公式得:Kp=0.31,Ti=204,Td=0,Kf=0.5;控制效果為:tr=155s,σ=5.5%,Ts=200s。
驗證2 對象傳遞函數為![]() ,代入公式得:Kp=0.223,Ti=555,Td=0,Kf=0.5;控制效果為:tr=400s,σ=9%,Ts=510s。
,代入公式得:Kp=0.223,Ti=555,Td=0,Kf=0.5;控制效果為:tr=400s,σ=9%,Ts=510s。
2 高階對象的前饋PID控制
由很多慣性環節串聯形成的高階對象,在工業過程中比較常見。由高階引起的滯后使得這類對象用簡單PID控制難以得到較好的效果。因此對這類高階對象采用前饋PID控制方案、控制原理圖如圖2所示。
為說明該方案的控制效果、表2給出了幾組仿真數據。
高階對象的階躍響應曲線可以用![]() 的形式來近似,所以高階對象的調節器經驗整定公式可以由大延遲對象的經驗公式作修正獲得,同樣只考慮K=1的情形,經驗公式如下:
的形式來近似,所以高階對象的調節器經驗整定公式可以由大延遲對象的經驗公式作修正獲得,同樣只考慮K=1的情形,經驗公式如下:
利用上述經驗公式選擇的調節器參數,控制效果為σ≈5%、Ts≈1.5nT。
具體驗證如下:
驗證1 對象傳遞函數為 ,代入公式得:Kp=0.3,Ti=408,Td=10,Kf=0.5;控制效果為:σ=4.8%,Ts=280s。
,代入公式得:Kp=0.3,Ti=408,Td=10,Kf=0.5;控制效果為:σ=4.8%,Ts=280s。
驗證2 對象傳遞函數為 ,代入公式得:Kp=0.3,Ti=185,Td=4.5,Kf=0.5;控制效果為:σ=0.2%,Ts=160s。
,代入公式得:Kp=0.3,Ti=185,Td=4.5,Kf=0.5;控制效果為:σ=0.2%,Ts=160s。
3 非最小相位對象的前饋PID控制
PID控制非最小相位系統在控制工程中普遍存在,如船舶航向控制系統、魚雷定深控制系統、水輪機控制系統等。設計非最小相位控制系統必須滿足多方面的性能要求,這是一個長期懸而未決的問題[7]。鑒于此問題的復雜性,本文采用PID前饋控制(控制原理圖如圖3所示),以驗證這一控制方案對非最小相位系統的有效性。
這類NMP對象的傳遞函數為:
同前面一樣只對K=1情況進行討論。
為說明該方案的控制效果、表3給出了幾組仿真數據。
對文獻[5]中水輪機模型采用此方案也可得到較好的控制效果。水輪機模型的傳遞函數為:

控制器參數Kp=1,Ti=100,Td=4,Kf=0.6;控制效果為:σ=4%,Ts=75s。文獻[8]預設PID初值,用控制規則自綜合法得到的控制效果為:σ=1.2%,Ts=99.5s。
由實驗總結出的參數整定數據如表4所示。
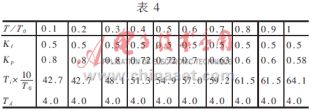
其中,T0=(T1+T2+T3)/3,由T/T0的值可查得調節器的各個參數。利用上述經驗公式選擇的調節器參數,控制效果為:σ≈5%、Ts≈(4.5T0+1.5T)。具體驗證如下:
驗證1 對上述的水輪機模型,采用表格數據整定參數。T0=(10+15+40)/3=21.7,由T/T0=2/21.7≈0.1,
由表格得Kp=0.8,Ti=92.7,Td=4,Kf=0.5;控制效果為:σ=2%,Ts=90s。
驗證2 設對象數學模型為:
4 非線性對象的多級PID控制
PID對線性對象有較好的控制效果,而非線性對象在一定范圍內可以近似為線性對象,如果在整個變工況范圍內非線性對象不能近似為某一線性模型,它可以分階段地近似為線性對象,這樣可以對不同運行階段采用不同參數的PID控制器,從而達到整個過程較好的控制效果。本文對一漆包線熱處理系統的非線性模型采用這一控制方案加以驗證,控制原理圖如圖4所示。
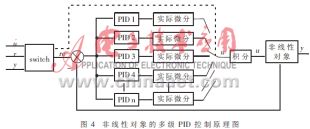
PIDn后為實際微分,本次實驗的微分傳遞函數為![]() ;“switch”模塊為開關切換控制,它的輸入為設定值r、系統輸出y和控制量的變化率
;“switch”模塊為開關切換控制,它的輸入為設定值r、系統輸出y和控制量的變化率 ,輸出為實際設定值rc和控制器的選擇信號(用虛線表示)。當y≈rc、≈0時,開關根據r和rc的大小關系、各個控制器的工作范圍決定下一個rc值及選定哪個控制器,最終使rc=r。
,輸出為實際設定值rc和控制器的選擇信號(用虛線表示)。當y≈rc、≈0時,開關根據r和rc的大小關系、各個控制器的工作范圍決定下一個rc值及選定哪個控制器,最終使rc=r。
從文獻[5]得到漆包線熱處理系統從開工到進入工作點附近的數學模型如下:
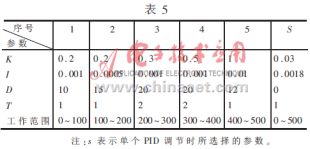
其中x1表示被研究回路的輸出溫度,x2是溫度變化率,x3是周圍環境的平均溫度,參數ai、i(1、…,5)用實驗得到的數據加以估計。u表示模型輸入,y是模型輸出。ai、i(1、…,5)的數值分別為:-0.0028,-0.045,0.0022,-0.00608,0.00176。環境溫度x3取為25°C。假定回路溫度需從環境溫度升到500°C,實驗用五步完成升溫任務,先用PID1完成從25°C到100°C左右的升溫,再用PID2使回路溫度達到200°C左右,如此依次采用不同的PID將回路溫度快速、超調非常小地提升到給定溫度。
這五個傳遞函數表示為![]() 各參數值如表5所示。
各參數值如表5所示。
多級PID(實際微分)控制與單個PID(實際微分)控制效果比較見圖5兩條仿真曲線。

通過對大量仿真實驗數據的分析,可總結出幾類特殊工業對象的前饋PID參數整定經驗公式,它們具有一定工程參考價值。仿真實驗證明了對非線性對象采用多級PID控制方案的可行性和有效性。
參考文獻
1 彭鋼.熱工PID控制算法的適應性與局限性分析.河北電力技術,1997;16(6):6~8
2 瞿海斌,鄒衛,王樹青.一種新的PID參數自整定方法. 儀器儀表學報,1994;33(2):147~151
3 Dereck P.Atherton.PID controller tuning.Computing and Control Engineering Journal,10、2、1999:44~50
4 Su Whan Sung,Jungmin O,In-Beum Lee,Jietae Lee,Seok-Ho Yi.Automatic tuning of PID controller using second-order plus time delay model.Journal of Chemical Engineering of Japan,29、6、Dec,1996:990
5 陳樹中,鄭毓蕃,Pratzel-Wolters D.漆包 線熱處理系統的建模與控制.自動化學報,1995;21(2):194~197
6 古鐘璧,王葦,王禎學.大滯后生產過程的智能式補償預測控制.自動化學報,1995;21(4):494~497
7 李東海.非最小相位控制系統的智能設計(博士學位論文)
8 李清泉,郭莉.智能PID控制器.自動化學報,1993;19 (3):336~339