
一、 概述
隨著 CNC數控技術配合高性能的伺服驅動設備在牙刷生產行業中的應用,使牙刷生產自動化程度顯著提高,生產效率成倍增加,為牙刷制造行業中的革命性技術革新起到了積極作用。
二、 工藝簡介
牙刷植毛機上共使用4套伺服,其中1套400W伺服控制夾牙刷把柄的夾子做90度定位,2套750W伺服帶動固定夾子的平臺做X,Y軸運動,要求高速響應定位精準,第4套750W伺服控制切換不同顏色的刷毛。另外有一臺變頻器帶動一顆普通馬達通過凸輪做植毛動作。
三、 設備組成
牙刷植毛機上共使用4套伺服,其中1套400W伺服控制夾牙刷把柄的夾子做90度定位,2套750W伺服帶動固定夾子的平臺做X,Y軸運動,要求高速響應定位精度,第4套750W伺服控制切換不同顏色的刷毛,另外有一臺變頻器帶動一顆普通馬達通過凸論做植毛動作。動作過程:夾子從Y軸方向上將牙刷把柄夾??夾子做90度定位到Z軸方向→平臺帶動夾子,Y軸運動使刷毛可以被打到牙刷頭的毛孔中→植毛完成,夾子向下旋轉90度→夾子松開 ,一支牙刷加工完成。
四、 控制線(CN2)接線圖與伺服參數設置
1)、控制信號(CN2)接線圖:
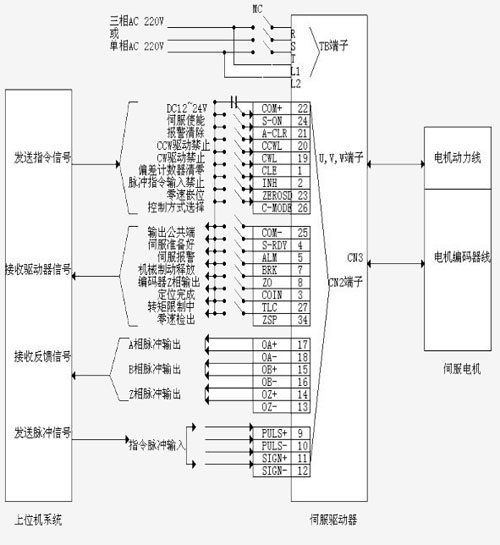
2)、參數設置說明:
X軸和Y軸:
P4=0(控制方式選擇,0:位置控制);
P9=5(電機型號選擇,不同電機此參數不一樣);
P11=3500(位置環增益,范圍500—8000);
P14=1000(速度環增益,范圍500—8000);
P15=550(速度環積分時間常數,范圍500—8000);
P27=1(脈沖輸入邏輯取反,范圍0—1);
P31=10(輸入指令脈沖倍頻分子);
P32=1(輸入指令脈沖倍頻分母);
P38=700(電流環增益,范圍500—8000);
P41=30(電流環積分時間常數,范圍10—50);
P64=64(使能方式,0:內部使能,64:外部使能);
Z軸:
P4=0(控制方式選擇,0:位置控制);
P9=3(電機型號選擇,不同電機此參數不一樣);
P11=4500(位置環增益,范圍500—8000);
P14=1200(速度環增益,范圍500—8000);
P15=600(速度環積分時間常數,范圍500—8000);
P27=1(脈沖輸入邏輯取反,范圍0—1);
P31=20(輸入指令脈沖倍頻分子);
P32=1(輸入指令脈沖倍頻分母);
P38=700(電流環增益,范圍500—8000);
P41=10(電流環積分時間常數,范圍10—50);
P64=64(使能方式,0:內部使能,64:外部使能);
M軸;
P4=0(控制方式選擇,0:位置控制);
P9=5(電機型號選擇,不同電機此參數不一樣);
P11=1700(位置環增益,范圍500—8000);
P14=2200(速度環增益,范圍500—8000);
P15=1600(速度環積分時間常數,范圍500—8000);
P27=1(脈沖輸入邏輯取反,范圍0—1);
P31=10(輸入指令脈沖倍頻分子);
P32=1(輸入指令脈沖倍頻分母);
P38=700(電流環增益,范圍500—8000);
P41=10(電流環積分時間常數,范圍10—50);
P64=64(使能方式,0:內部使能,64:外部使能);
五、 調試與注意事項
1)、調試步驟:
A、正確接好電機動力線(U,V,W),編碼器線(CN3),電源線(L1,L2,R,S,T),接好控制線(CN2);
B、低速運行一下電機,看電機方向是否正確(可通過調節PA26,PA27參數來改變電機方向);
C、根據要求設置好伺服驅動器的電子齒輪比(PA31/PA32);
D、完成上述步驟后,在運行一下電機,看電機聲音是否正常,電機剛性是否滿足,以及響應時間(可通過調節:位置環參數PA11,PA12,PA13;速度環參數PA14,PA15;電流環參數PA38,PA41)。
E、調節后,運行一下,看運行是否滿足客戶要求,如不滿足,重復D步驟,直到滿足客戶要求。
2)、注意事項:
A、接動力線(U、V、W)時,一定要一一對應接到U、V、W端子上。不能通過改變U、V、W相序來改變電機方向,可通過調節參數來該變電機方向。
B、接控制線(CN2)時,上位機系統和伺服一定要有一端接屏蔽線,避免外界對控制信號的干擾。
C、布線一定要合理,交直流電源要嚴格分開,控制線要與電機動力線、電源線嚴格分開。
3)、結果:經過客戶的試用,加工出來的產品都符合客戶需求,各項指標都達到要求,同時還提高了生產效率。
六、 故障與排除方法
1)故障:上位機一給信號電機就跑飛了,驅動器出現09號報警;
排除方法:檢查電機動力線(U、V、W)相序是否接錯,查看驅動器PA9(電機型號選擇)是否設置正確。
2)故障:出現27號報警
排除方法:查看電機編碼器線(CN3)是否松了,固定好后再試。
3)故障:上位機發送脈沖,電機不運行
排除方法:查看控制線(CN2)中的信號線是否接錯,查看伺服驅動器PA64看是否設置正確,驅動器內部使能(PA64=64),上位機使能(PA64=0)。
4)故障:運行過程中出現01號報警;
排除方法:過載保護,在機械沒有卡住的情況下,看 PA48和PA81(過載倍數)是否設置過低,可以相對把PA48設置高些。
七、總結
CNC HSTM-BI型數控高速植毛機采用東元伺服定位精準,其定位精度可達到0.05mm/100mm,響應快速,其植毛速度最高可達到750孔/分。該型植毛機以其優越的性能及性價比受到廣大客戶的好評。